
一、Introduction
The production capacity of China's cement industry has exceeded 2 billion tons per year, and each production line has multiple cement warehouses for turnover and allocation. However, there are always many problems that affect normal production and transportation during actual storage and unloading, such as material flushing, breakage, fluctuations, etc. After accumulating many problems, it is necessary to carry out dangerous and laborious cleaning and recovery operations. Upon careful analysis of the causes of these issues, we have found that the fluidity and changes of cement powder are the key factors affecting and solving the problems. However, for a long time, people have generally only had a qualitative and general understanding of cement fluidity, lacking systematic and in-depth quantitative analysis research and clear technical application guidance. In the extensive application of powder flow control in cement storage, we have developed an effective method for quantitative analysis and research of cement powder flowability, which has been proven to have good practical results.
二、The influencing factors of cement fluidity
Experiments have found that the flowability of cement powder is influenced by various factors such as:
1、Gas content
The experiment found that the gas content of cement powder is the biggest factor affecting its fluidity. The mixing and stirring of material and gas in the mill, material transportation, kinetic energy impact of feed, collapse impact of overhead materials, and blowing with compressed air can all generate local gas content increase in the intersection area of gas and powder, thereby stimulating high fluidity powder.
2、Moisture content
In actual production, it has been found that moisture has a significant impact on the flowability of cement powder, with higher moisture content leading to poorer flowability. Although according to the national cement production standards, there is a unified moisture content standard for various specifications and varieties of ground finished cement, there are multiple factors that can affect moisture changes during production, transportation, and storage, thereby affecting fluidity changes.
Typical reasons include: 1. The crystallization water of the raw materials in the production process and the absorption and infiltration of the raw materials themselves, which contain water and ultimately enter the cement warehouse; 2. The rainwater in the cement storage leaks and drips into the evaporation and infiltration; 3. In addition, a high-power Roots blower is used to blow moisture into the air, which evaporates and infiltrates when exposed to heat. 4. The condensation of water vapor on the wall of the reservoir causes droplets to evaporate and infiltrate.
3、Fineness
Generally, the higher the fineness, the higher the liquidity. According to the fineness standards produced according to national standards, its fluidity is generally high.
4、Viscosity
The standard cement production raw material composition ratio and fineness control are basically the same, and the flowability of cement of the same type and grade is basically the same. However, we found that a small amount of mixed materials from different enterprises often have different geographical and source choices, and poor impurity control can lead to an increase in cement powder viscosity; Some companies use trace grinding aids that increase the viscosity of cement powder, thereby reducing its fluidity. These additives do not affect the chemical properties of cement, but seriously affect its physical fluidity.
5、Temperature
Due to the high output temperature of the cement mill, usually between 100-200 degrees Celsius, the material temperature is high when it is stored in the warehouse. Generally, when the temperature is high, it will increase a certain degree of fluidity, but after long-term storage, the temperature will naturally decrease and correspondingly decrease.
6、Pressure
Experiments have found that cement undergoes hardening reactions under pressure, especially due to arch compression and gravity pressure, thereby reducing its fluidity.
7、Warehouse location
The height of the cement storage location will result in different material weight and pressure distributions, leading to different pressures in different areas and resulting in different changes in fluidity.
Obviously, a cement silo that is used normally and dynamically has high temperature, high gas content, and less water adsorption due to its simultaneous entry and exit. It can be referred to as a thermal silo, and its overall fluidity is naturally high, which can easily cause material flushing accidents when operating at low storage positions; A cement warehouse with high storage locations during the long-term rainy season, which does not release materials, has a temperature that has dropped to room temperature, and a large amount of gas content at the bottom has been released under heavy pressure, accompanied by high moisture condensation and adsorption causing moisture, also known as a cold storage. Its overall fluidity naturally becomes very low, and at this time, it is prone to material shortage and material interruption faults.
三、Definition and measurement method of fluidity of cement powder
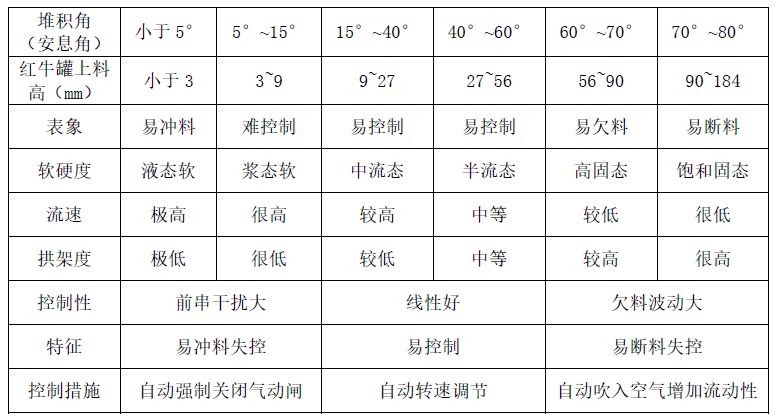
According to GB196319-2008, it is widely recognized that the size of the natural accumulation angle of powder can measure its fluidity. As various factors affecting the fluidity of powder can be comprehensively included in its formation of natural accumulation angle, and in some cases, the fluidity changes quickly, its measurement should be completed as soon as possible. For this purpose, we refer to its disk stacking angle measurement method and extend the development of a simpler, more convenient, faster, and more feasible on-site stacking height measurement method for Red Bull cans:
Red Bull jars have a unified bottom standard size of 65 millimeters. As long as a small amount of samples are taken out at the outlet of the cement storage site, their stacking height can be determined by manual natural stacking. By using trigonometric functions to calculate, an approximate and accurate stacking angle can be obtained, which can quickly compare and determine their liquidity position. For the convenience of production technology management personnel to quickly determine and distinguish on site, effectively guide operation control and production scheduling.
四、The occurrence and prevention of extreme fluidity in cement storage
Practice has found that once the operating conditions of the cement warehouse are unreasonable, extreme liquidity changes of either high or low will occur, leading to serious failures, among which:
1. Punching material
When the flowability of the material is high, it becomes a slurry like soft material, which has high pressure expansion and high flowability, similar to the dynamic characteristics of liquid substances, and is prone to forming material flushing accidents.
This situation usually occurs when the cement storage location is low (usually around 5 meters) and the top of the storage is fed or the storage wall collapses. Due to the high gravity drop and large kinetic energy impact on the material surface, it is necessary to strictly avoid the working mode of dynamic feeding and discharging at low storage locations during production.
2. Break
When the fluidity is very low, it becomes a paste like hard material with low pressure expansion and low flowability, which easily forms strong arches, poor filling ability, and is prone to under breaking of materials.
This situation generally occurs when the storage location is high and there is long-term storage sedimentation, accompanied by rainwater infiltration or high moisture infiltration in the air.
Obviously, forming and maintaining semi fluidity during the production process is very ideal for conveying control. But in actual production, if we do not understand the causes and conditions of cement powder flowability, we will lose our initiative to control and fall into a situation of random and passive coping.
五、Research on the flowability of powder flow control in cement storage applications
A study on the flowability of powder flow control in cement storage has found that the layered gravity arch wall conduction of cement powder in large storage leads to uneven distribution of stress inside the storage. Instead, it is vertically stacked and supported along the storage wall. The bottom of the storage wall bears the maximum pressure, and its flowability is naturally the lowest, becoming a hard material that enters a saturated solid state under a certain storage pressure. In order to simplify the changes in liquidity distribution and stress effects in cement storage, we roughly divide liquidity into six levels, with the distribution ranging from maximum to minimum being saturated flow, high flow, medium flow, semi flow, high solid, and saturated solid. As shown in the figure, the distribution and development diagram of the fluidity of cement in the large reservoir.

A study on the flowability of powder flow control in cement storage has found that the layered gravity arch wall conduction of cement powder in large storage leads to uneven distribution of stress inside the storage. Instead, it is vertically stacked and supported along the storage wall. The bottom of the storage wall bears the maximum pressure, and its flowability is naturally the lowest, becoming a hard material that enters a saturated solid state under a certain storage pressure. In order to simplify the changes in liquidity distribution and stress effects in cement storage, we roughly divide liquidity into six levels, with the distribution ranging from maximum to minimum being saturated flow, high flow, medium flow, semi flow, high solid, and saturated solid. As shown in the figure, the distribution and development diagram of the fluidity of cement in the large reservoir.
The saturated solid materials and high solid materials at the bottom have the highest contraction arch resistance, but the centripetal compression force formed by the gravity of the upper material is also the greatest. Guided by the vacuum adsorption force under the discharge of the Taiji cone, this batch of materials has the opportunity to enter the Taiji cone first, naturally balancing its weak fluidity. On the contrary, saturated and high flow materials are naturally isolated in the middle and upper parts and generally cannot enter the Tai Chi cone; However, the contraction arch resistance of semi fluid and mid fluid materials is relatively small, and under the combined action of internal vacuum adsorption force and external material weight pushing force, they become the adaptive filling and replenishment of Tai Chi cones. Due to the fact that the gravity of the material is the driving force for unloading into the Tai Chi cone, its natural equilibrium motion results in a uniform overall flow effect of the material surface.
By quickly measuring the natural stacking height of the Red Bull can at the bottom of the cement silo, the fluidity range of cement can be clearly determined.
List of Rapid Determination of Cement Liquidity
六、Open loop control characteristics and closed-loop control design of cement silo powder flow control
Due to the lack of a correct understanding of the fluidity of cement powder, the entire industry only has a vague and superficial understanding of the static fluidity distribution and dynamic evolution process of cement storage. Regardless of the form of cement storage design and construction, without exception, a crude and simple pneumatic open-loop discharge control method is adopted, which essentially leads to a significant change in the fluidity of outbound cement. The lack of liquidity detection in the open-loop work mode further leads to difficulties in on-site management and control, resulting in not only daily production difficulties but also serious problems such as accumulation and development, resulting in biased and dead storage.
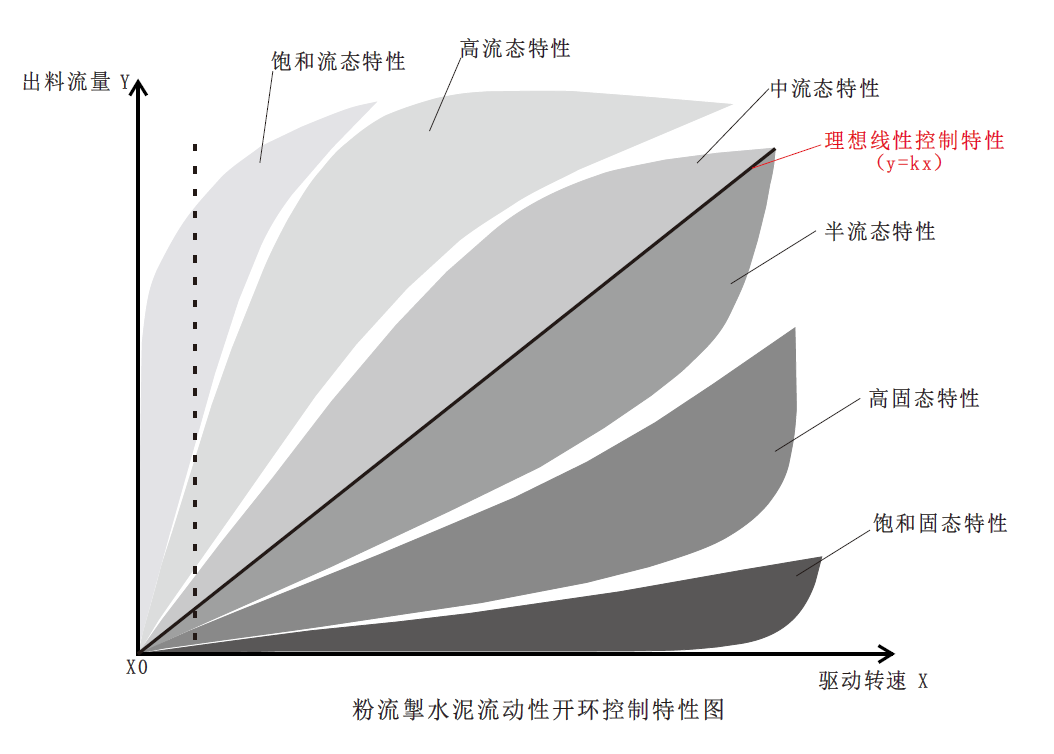
It is precisely because of the different fluidity of cement that the open-loop output characteristics of the discharge control device will undergo significant differences, as shown in the figure. In saturated and high flow states, the output characteristics of the driving speed are too high, making it easy to lose control of the discharge; The output characteristics of saturated solid and high solid are too low, making it easy to run out of materials and break materials; Only the output characteristics of the mid flow and semi flow states are moderate and have a good basic linear control relationship. So as long as we try to maintain the fluidity of the cement export in a semi liquid state, and then implement closed-loop control by detecting its flow rate, we can achieve good and stable output flow control through the rapid automatic calculation and adjustment of the computer, completely changing the original and backward open-loop manual extensive and quantitative control method of the cement warehouse.
The use of Tai Chi cone unpowered discharge technology not only has a high degree of natural homogenization, but also maximizes the stability of the medium hardness of the discharge flow, avoiding the high fluidity and external air moisture intrusion caused by traditional high-power pneumatic discharge methods, eliminating the energy consumption, huge noise, and leakage dust pollution inevitably generated by traditional pneumatic discharge methods. The overall flow movement around the storage wall completely eradicates the occurrence of biased and dead materials, and eliminates the problem of cleaning the storage.
七、The actual operating characteristics and precautions of cement silo powder flow control
The actual operating characteristics and precautions of the cement silo powder flow control during the static unloading process of the cement silo with powder flow control (only discharging but not feeding), due to the different material pressures at different locations, the composition of the mixture formed inside the Tai Chi cone is different. As shown in the figure, when the cement storage location is high, the mixing situation in the Tai Chi cone will be formed as shown in Figure 1. In practice, it has been found that the driving force formed by the material weight of a storage location above 8 meters is generally sufficient to drive the saturated solid material at the bottom to enter the Tai Chi cone and form a natural overall flow of the entire silo, resulting in a slow sinking motion mode of the material surface of the silo, which is equivalent to using the entire silo material to automatically balance and clean the silo wall at the same time. The mixing flowability of Tai Chi cone discharge is basically maintained in a semi liquid state, and the uniformity of discharge is very good. In this storage location, if dynamic (upper in and lower out) unloading is carried out, the dynamic impact of new incoming materials can better promote the overall liquidity improvement, forming an overall flow operation of the entire warehouse.
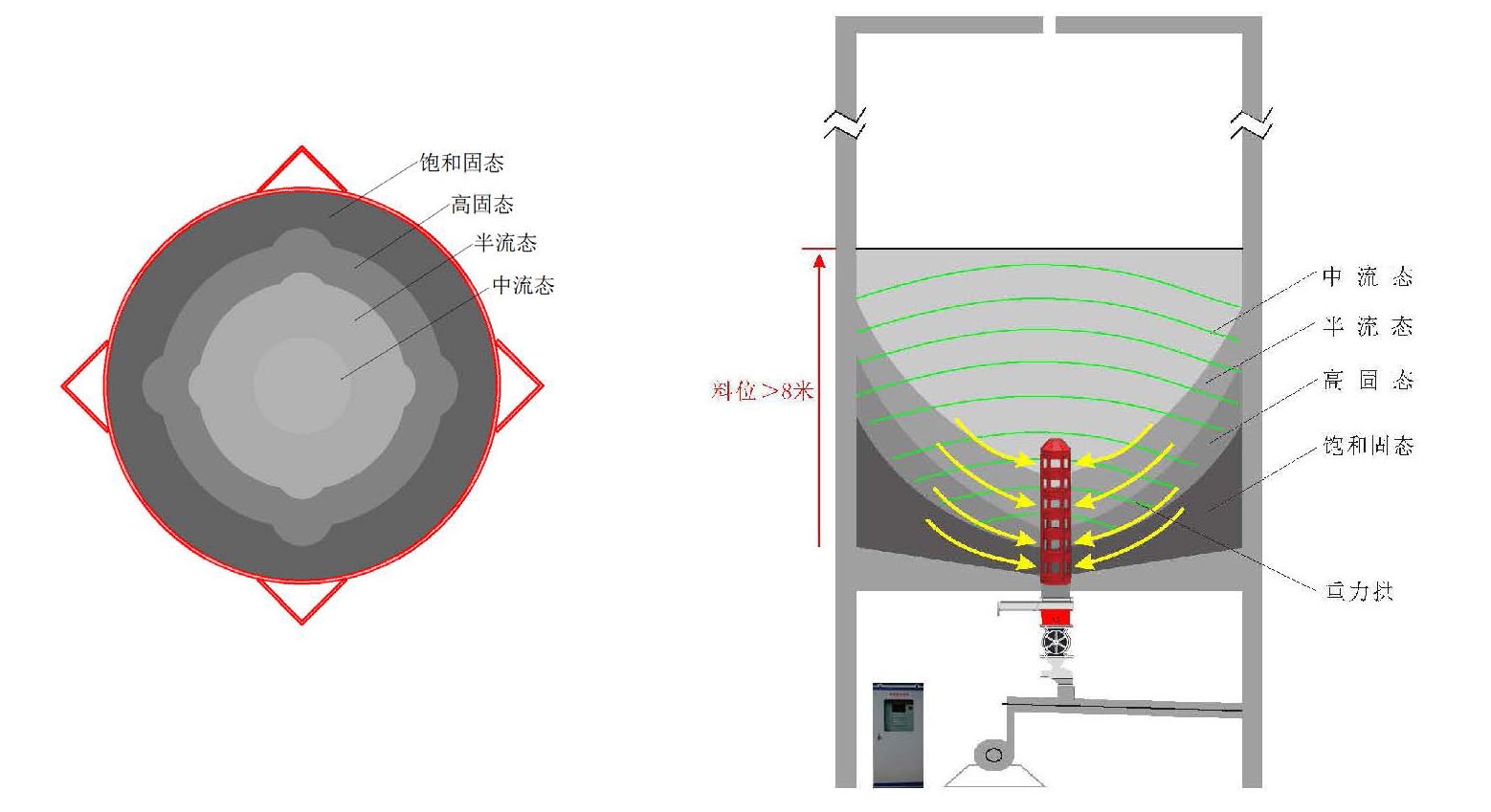
Figure 1. Overall flow condition of static discharge in cement silo
When the storage location is low and the central material level is between 5-8 meters for static discharge, due to insufficient driving force of the saturated hard material at the bottom, the Tai Chi cone only has a third level or higher automated feed mixing, which can only form a partial overall flow. A large arc pit shape will be generated on the material surface, and the uniformity of the discharge will decrease by half. As shown in Figure 2, the mixed flowability of Tai Chi cone discharge is in a relatively high intermediate flow state. It does not affect the stable discharge of materials, but the hard materials on the walls and bottom of the warehouse stop moving and remain in a static state, which can easily lead to the problem of water adsorption accumulation and hardening. At this point, if the feeding is changed to dynamic discharge at the same time, the large drop potential of the incoming material will form a huge impact, activating most of the hard material at the bottom of the warehouse into high flow state material, and the discharge control will face the danger of out of control of material flushing.
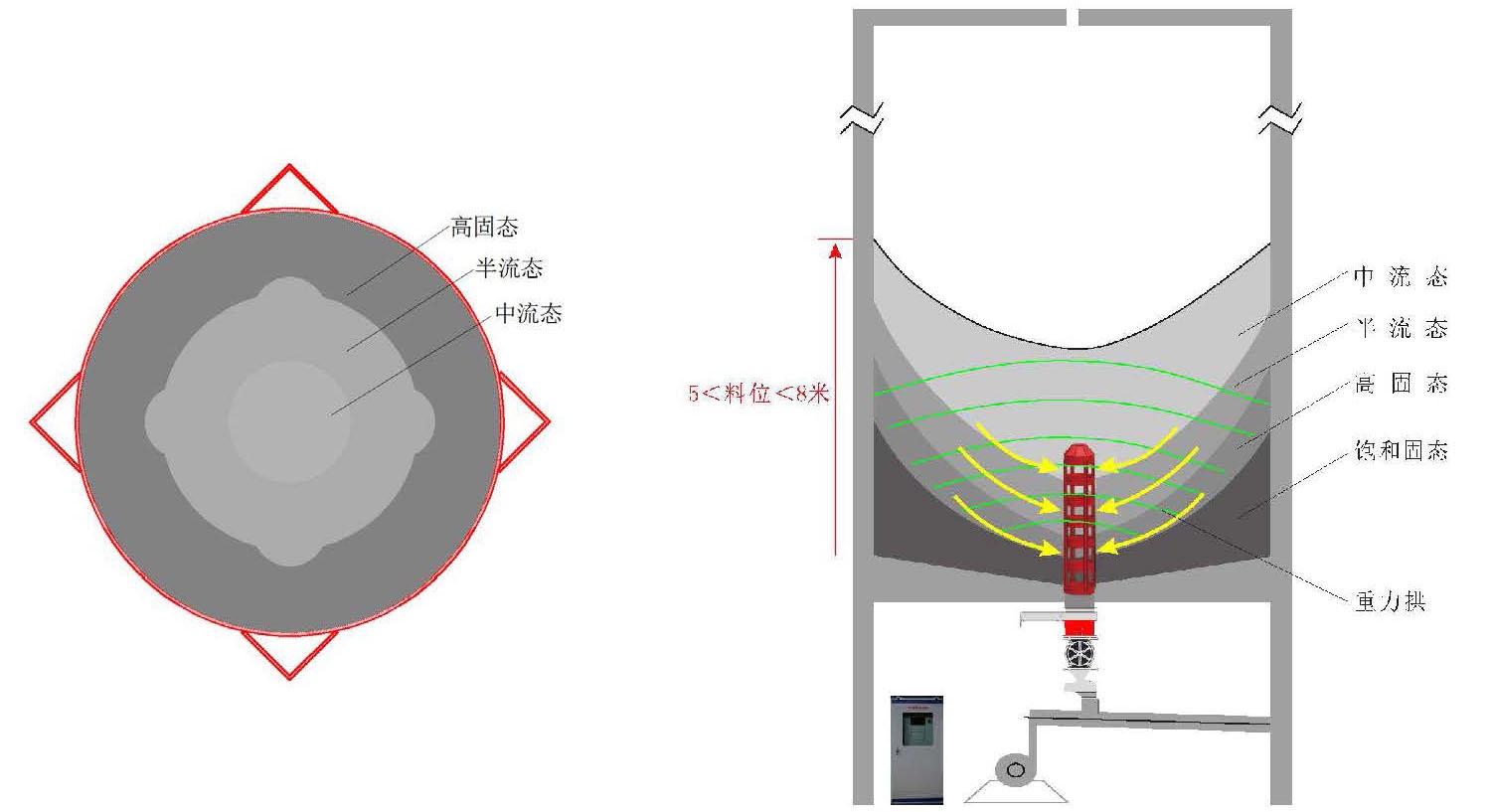
Figure 2. Semi integrated flow condition of static discharge in cement silo
When the central material level is further lowered to about 3-5 meters, the Tai Chi cone only has the last 5 and 6 levels to feed, and the material surface presents a funnel-shaped flow as shown in Figure 3. The Tai Chi cone has the highest mixed flowability when discharging, and the hard material at the bottom of the periphery stops moving. Once the top of the silo is fed simultaneously, the large drop potential of the incoming material will form a huge impact, activating all the hard material at the bottom of the silo into a saturated flow state, forming a high-pressure slurry with ultra-high flowability, which will inevitably lead to out of control of the flushing process. Therefore, in actual operation, this situation should be avoided.
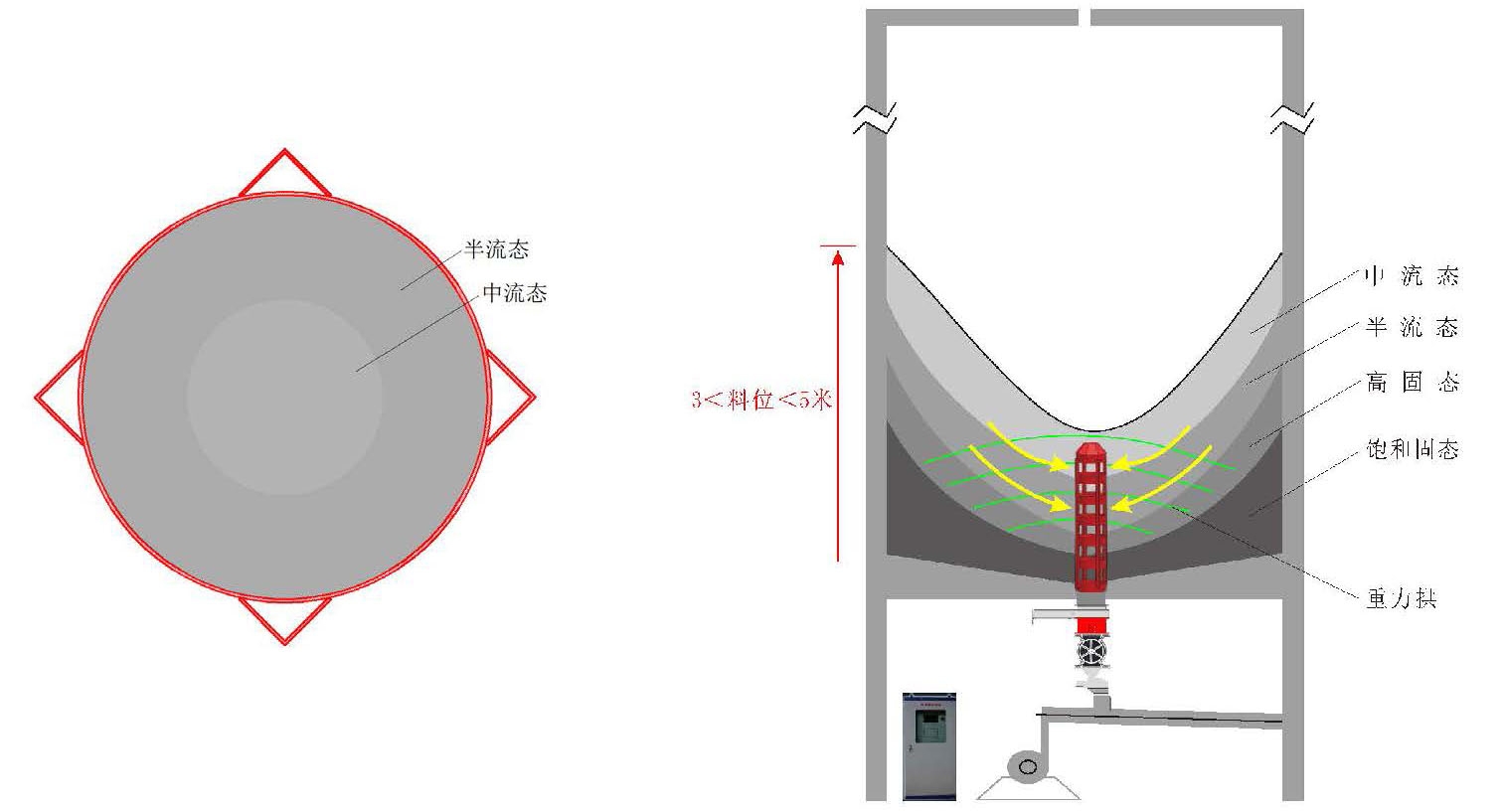
Figure 3. Static discharge funnel flow condition of cement silo
Obviously, maintaining a basic storage location of over 8 meters is necessary to form a complete overall flow, which can completely avoid situations such as hydration and compaction caused by the immobility of hard materials at the bottom. So the powder flow control allows users to conveniently plan and arrange, ensuring that the feeding and discharging are kept within a reasonable range of the storage location to achieve dynamic balance and achieve continuous optimal operating conditions.
In fact, for cement storage with a diameter to height ratio of about 2.0, the overall flow operation effect of powder flow control is the best from 1/3 storage position to full storage position. Due to the fact that the hard materials on the outer wall of the storage will be vertically balanced and unloaded by the huge material weight, the formation of dead materials is completely avoided. At the same time, the aggregation blocks caused by local leakage can be timely removed and cracked, preventing and reducing the occurrence of hydraulic hardening from the root cause.
八、The actual effect of the closed-loop control system for cement silo powder flow control
The powder flow control system is used in the discharge control of the cement silo, and the patented flushing plate flowmeter technology is used for dynamic detection of the discharge flow rate, forming a typical closed-loop control system. The computer automatically feedbacks and adjusts the control through digital PID, which can stably achieve flow control with an accuracy better than 3%. In this way, the traditional manual open-loop control method is directly vertically elevated to advanced intelligent automation methods:
1. By detecting the flow rate and comparing the driving speed of the discharge impeller, the fluidity of cement can be calculated and determined. Based on the level of fluidity, corresponding adjustment measures are automatically taken. When flushing, the pneumatic gate is closed to cut off the material path and reduce fluidity. When cutting off the material, the electromagnetic valve is activated to blow compressed air into the warehouse to soften the solid material and increase fluidity, forming an intelligent unmanned and stable control working condition.
2. Through closed-loop control, precise quantitative control of discharge flow can be achieved, which can eliminate the expansion and development of non-equilibrium secondary arches in the warehouse, reduce the flow fluctuations caused by arch collapse impact, timely stabilize the discharge amount through speed adjustment, and forcibly control the convergence of random non-equilibrium flow in the warehouse.
3. Through remote central control quantitative control, the optimal efficiency matching setting of the discharge process can be achieved. Not only can the quantitative ratio of multiple warehouses be matched, but also the long-term stable optimal flow process matching of the subsequent conveying system can be achieved.
九、Conclusion
Through quantitative analysis of the distribution and variation of cement flowability, as well as research on its conduction dynamics, the powder flow control system has successfully developed a set of targeted system solutions. It fully utilizes the material weight as the driving force to achieve closed-loop quantitative discharge control of gas and power free overall flow, completely realizing safe, green, and intelligent advanced cement control. It provides the best technical solution path for cement enterprises to break away from primitive and backward manual control, avoid complex and dangerous cleaning work, and provide the best technical solution path.




