
一、Why cement storage has become the focus
With the continuous regulation of environmental protection and staggered production stoppages, the continuity of cement production is difficult to maintain, and the price of cement sales has risen. A large number of issues affecting the efficiency of cement warehouse operation have begun to attract the attention of enterprises. The root cause lies in the following characteristics of cement storage:
1.High power Roots blowers are used for air blowing and unloading, resulting in serious deviation and dead material phenomena, requiring periodic cleaning operations.
2.Constrained by market demand, it often stops depositing when the inventory is full.
3.Simple open-loop pneumatic gate valve control, frequent fluctuations in material interruption and flushing.
These problems, which are commonly seen both inside and outside the industry, are beginning to seriously constrain the development of enterprise operations. Taking clearance as an example: 6 warehouses are cleared every 3 years, 2 warehouses are cleared at a time, and one warehouse is cleared every 2 months. For nearly half a year, extremely dangerous clearance work is carried out, and clearing the warehouse alone takes up too much energy from the management and safety personnel. But for many years, no effective solution has been found. We found that the core of all the problems lies in not truly grasping: the shrinkage arch of the powder.
二、Contraction arch
A large amount of practice has found that there is shrinkage arch resistance during powder unloading movement, which is composed of four major factors:
F arch=k*V*H*SKG
Among them, k is the characteristic arch coefficient of the powder, mainly determined by the spatial layout structure of the material outlet.
V is the viscosity value of the powder, which is mainly determined by the moisture content and the adhesiveness of the cement. Normal powder is generally 1-1.5, the worst is 2-3, and the worst is 4-5. After blowing in air, this value will be significantly reduced.
H is the hardness value, which is generally determined by the gas content. Sedimentation at high storage locations can cause rapid precipitation and hardening of gas content. The hardness of saturated soft materials is about 0.1, the hardness of high soft materials is about 0.5, the hardness of medium soft materials is about 1, the hardness of medium hard materials is about 3, the hardness of high hard materials is about 6, and the hardness of saturated hard materials is close to 10.
SKG is the shrinkage of the powder. Experiments have found that regardless of whether the lower outlet or the side outlet is used, the shrinkage of the powder flow in the large warehouse can be decomposed into a combination of plane shrinkage and orthogonal plane shrinkage.
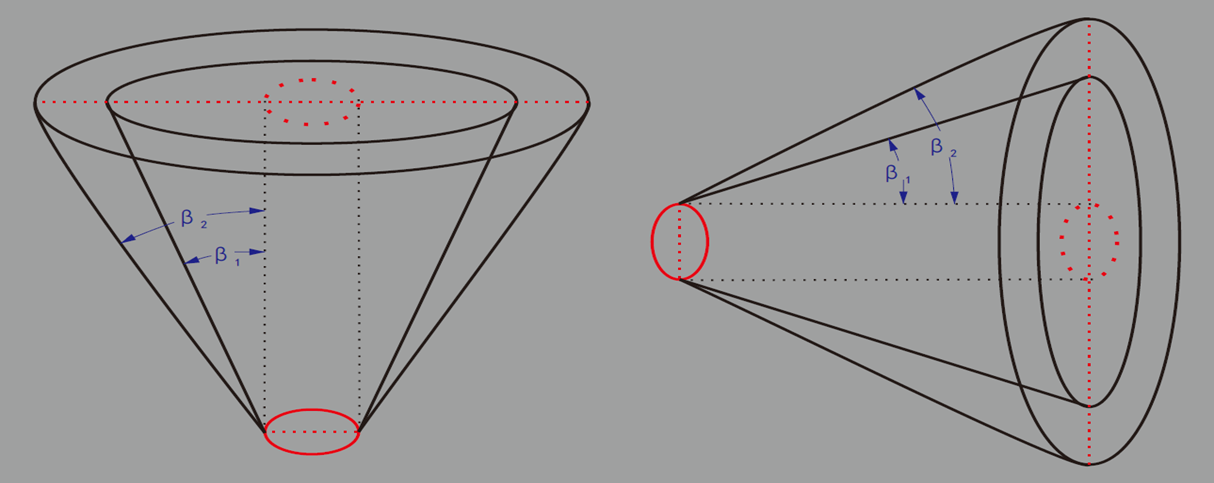
Figure 1. Definition of powder motion shrinkage
The centripetal shrinkage of the plane of the discharge from the large warehouse is inevitable and can be implicitly defined as 1, while its orthogonal shrinkage is the most influential factor, with a leverage squeezing effect of 10 times.
SKG=plane shrinkage+orthogonal shrinkage=1+10 Tan (β)
Among them, β is the equivalent orthogonal contraction angle, and it is obvious that the larger β, the greater the SKG, which is the genetic culprit of the flow of large powder.
三、Analysis of Material Flow in Traditional Pressure Reducing Cone Cement Storage
The traditional experience technique is to use high-power Roots blowers to forcibly blow air into the bottom of the large warehouse, causing a significant decrease in V and H, and reducing the contraction arch resistance of the discharge. On the contrary, people seriously ignore the influence of structural k and shrinkage SKG, which is a typical headache inducing method. Once the air chute is overhead or blocked or damaged, it will significantly reduce the discharge efficiency.
It is precisely because the contraction arch of the powder is complex, and the pneumatic method can quickly eliminate the arch resistance on the surface, which misleads people into the huge trap of pneumatic assisted flow for a long time.
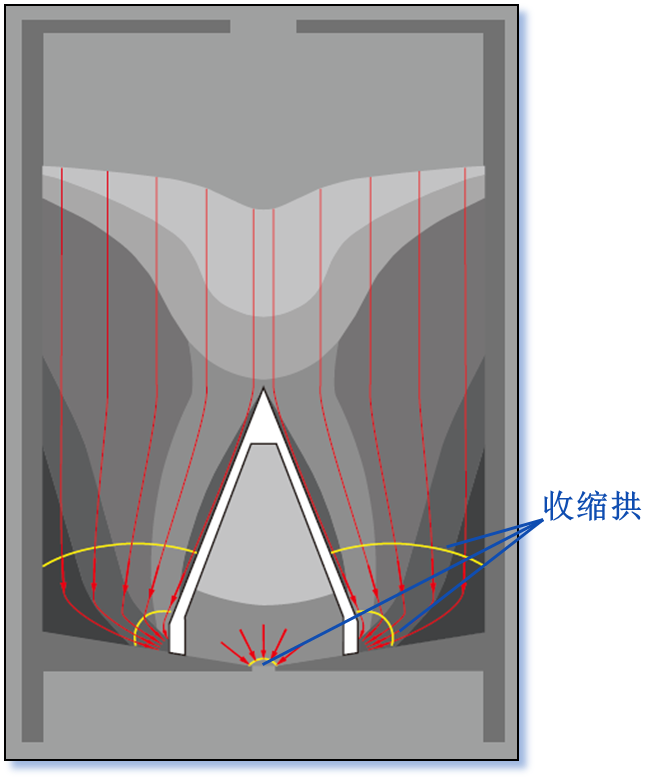
Figure 2. Material path situation of traditional pneumatic unloading with pressure reducing cone
According to the shrinkage formula, it can be clearly seen that the cement silo designed with traditional pressure reducing cones has obvious three-dimensional shrinkage arches in its material path, especially the opening and center at the bottom of the pressure reducing cone. By blowing a large amount of air into the inclined grooves arranged at the bottom of the silo, the V and H values can be significantly reduced, such as reducing V from 2 to 0.5, If the saturation hardness of H decreases from 10 to 0.3, the F-arch will significantly decrease by about 130 times, causing the weight of material F to be greater than the F-arch, which can naturally trigger material flow. Once the blowing is stopped, its V and H values will quickly return to their original values, F weight is less than F arch, so the material will be cut off immediately.
There are common genetic technical defects that are unsolvable when analyzing other types of cement storage using this shrinkage arch formula.
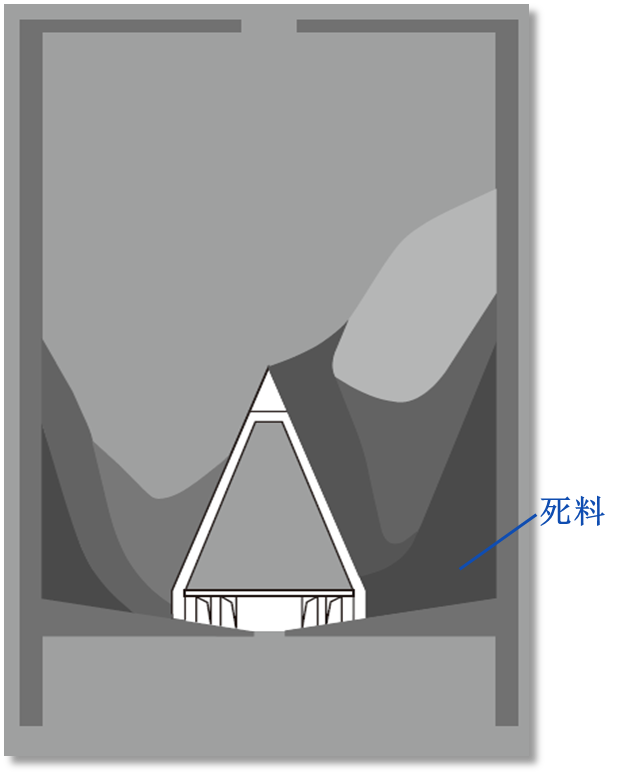
Figure 3. Pneumatic unloading of pressure reducing cones is prone to forming dead materials and biased storage
It is precisely because the effect of aerodynamics is obvious that people have seriously ignored the k and SKG factors. For a long time, the cement industry has been addicted to aerodynamics like heroin without realizing it.
Pneumatic methods have the following serious sequelae:
1. When an isobaric gas source is blown into the bottom of the storage, low-density air will inevitably soften instead of harden, resulting in a natural convergence and development towards the middle and upper soft material areas. It is impossible to uniformly penetrate and act on the hard material areas on the side walls, causing natural polarization and separation of material flow velocity. Finally, one or more funnel flows will inevitably form in the middle, while the hard material on the side walls will move slower and slower until it stops and turns into dead material. The dead material will continue to grow and develop into a biased storage situation.
2. The air blown in by the Roots blower must contain moisture, and mixing with powder materials at different temperatures in the warehouse will inevitably cause evaporation and condensation of moisture. Some materials will undergo hydration, which will cause blockage and corrosion damage to the inclined groove filter cloth between running and stopping. Long term operation will inevitably further cause the continuous attenuation of the inclined groove effect, until it completely fails.
四、The overall flow design of powder flow control
We discovered the existence of shrinkage arches through a series of powder flowability experiments, and began to seriously suspect other deep arch resistance factors masked by aerodynamic effects. We then found that arch resistance can be reduced by changing the K and SKG of the powder material flow. In response to the inevitable law of unloading and contraction movement in large warehouses, we focus on the technical transformation of the discharge port, according to the formula:
F拱=K*V*H*SKG
A multi-level steel cone cage was invented and designed, which was vertically erected above the exit. Inspired by the concept of Yin Yang Tai Chi in the Book of Changes, it is called the Tai Chi cone. The original single horizontal plane outlet is transformed and expanded into multiple vertical plane outlets, thereby achieving multi-level layered 360 degree horizontal centripetal feeding convergence. The duty cycle size of the steel cage ensures that the arch coefficient K of each outlet is very small, and then the vertical gravity superimposes and naturally descends without resistance.
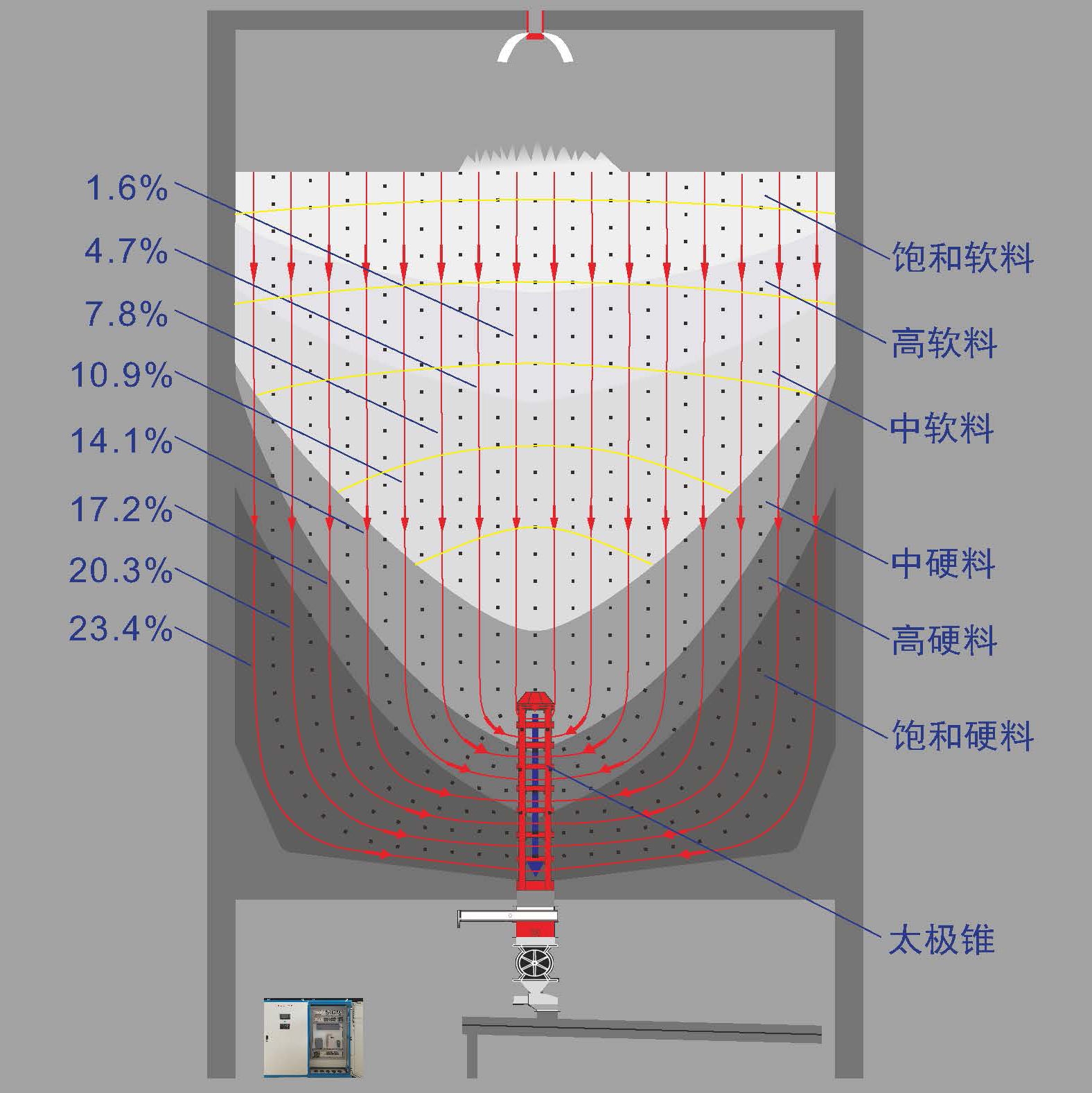
Figure 4. Natural overall flow and flow ratio formed by Tai Chi cone
With the Tai Chi cone, the overall natural division of the storage material is parallel and vertically downward without shrinkage, and then each is pushed by the gravity of the drop at the corresponding level to turn 90 degrees into a horizontal centripetal convergence motion, greatly reducing the three-dimensional shrinkage SKG of each entrance (actually only about 1.6), which is about 20 times less than the traditional natural three-dimensional shrinkage motion. The horizontal and vertical duty cycle design of the Tai Chi cone steel cage also ensures that the arch coefficient K of each level is reduced by about 10 times compared to a single outlet method. Finally, by reducing K and SKG, the F arch value of the Tai Chi cone is greatly reduced by about 200 times. In other words, by installing the Tai Chi cone, it is possible to ensure that the F arch is greatly reduced, without the need to blow air to change V and H, and to make the material F heavier than the F arch, achieving discharge movement.
The structure of the Tai Chi cone corresponds step by step with the natural layering of hard and soft materials, ensuring that the bottom hard material enters first, the outermost hard material corresponds to the bottom inlet, and the center softest material is naturally corresponding to the top inlet. During operation, as long as the material is discharged, the material weight inside the Tai Chi cone generates a downward vacuum adsorption force F suction (about 1-2 tons), which is superimposed with the vertical gravity of the material level outside the cone and the extrusion force F weight. The internal and external forces work together to break through its contraction arch and generate continuous feeding flow:
(F weight+F suction)>F arch can also be expressed as: (F weight+F suction) - F arch>0
The material flow velocity entering the Tai Chi cone is mainly determined by the material weight F, which naturally forms the fastest drop force feedback balance for external hard materials. Through practical operation, it has been found that the Tai Chi cone can naturally trigger a parallel overall flow of material surfaces in the warehouse, and the actual discharge is uniformly converged by the material surfaces at all levels in proportion. By calculating the ratio of material areas at each ring level, we can obtain a very accurate natural matching equal difference series proportion distribution, as shown below:
太极锥整体流分布

The overall flow characteristics generated by the Tai Chi cone are very obvious: the outermost part has the highest hardness, with a vertical material weight ratio of up to 23.4%, which is also the maximum flow rate that enters the Tai Chi cone first at 23.4%. The total flow rate of the hardest material part at the bottom of the first four levels is as high as 75%, while the total flow rate of the medium hard material part in the last four levels is only 25%, and the soft material in the center only accounts for 1.6%. This is completely different from the center funnel soft material priority method of pneumatic discharge, forming a typical equal difference flow distribution of fast outside and slow inside. The large flow of hard material on the periphery naturally forms an automatic cleaning of the storage wall and bottom, without any chance of dead material deviation from the storage.
After installing the Tai Chi cone, due to the influence of material level height, gas content, and usage, when the material level drops to a certain height, the corresponding F weight decreases, resulting in (F weight+F suction)<F arch, which will slow down the flow of material on the side wall, while the soft material in the middle continues to maintain the overall flow, and the structure becomes a partial overall flow. The height difference between the two gradually expands, gradually forming tailings.

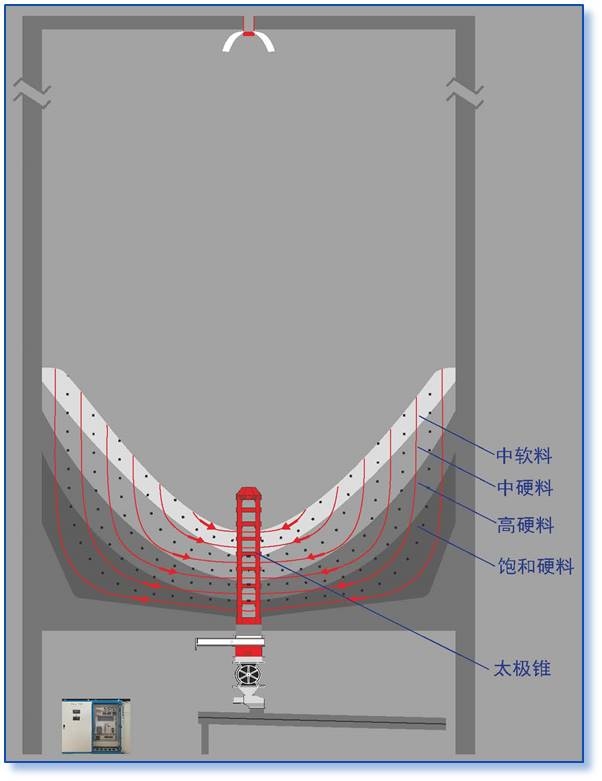
Figure 5. Partial overall flow at lower storage locations Figure 6. Completely emptying to present natural accumulation of tailings


Figure 7. Installation of cement silo
五、Closed loop control of powder flow control on hardness disturbance in large warehouses
During the actual operation of the cement silo, the accumulation of adverse factors such as condensation and condensation on the cement silo wall, rainwater leakage, and stagnant sedimentation can sometimes cause random stress distribution imbalance in the middle and high parts of the silo, resulting in non-equilibrium accumulation of secondary arches. As the overall flow moves, it will cause its arch collapse impact, causing disturbance of the local powder flow with varying degrees of hardness and softness. This will lead to changes in the hardness distribution of the material flow, thereby affecting the resistance of the Taiji cone feeding shrinkage arch; When a large amount of hard material approaches the Tai Chi cone, there may sometimes be a phenomenon of insufficient material due to the arch plug outside the cone. Real time detection and calculation must be carried out by comparing the flow rate with the driving speed through a computer. It is necessary to automatically intervene and blow in pulse compressed air at the bottom of the cone in a timely manner, and eliminate the hard material arch through short-term forced gasification to restore balanced overall flow operation, ultimately maintaining stable and continuous overall flow operation.

Figure 8. Automatic correction operation screen for powder flow disturbance
The powder flow control system can achieve quantitative adaptive control through PID drive speed adjustment for smaller general fluctuations in hardness and softness, or hardness changes caused by changes in storage locations and pauses.

Figure 9. Normal and stable control operation screen of powder flow control
Due to the formation of a closed-loop system, the target flow rate is set through remote central control, which enables the cement silo to achieve multi silo homogenization while maintaining optimal power matching with subsequent conveying systems (such as elevators).
六、Conclusion
The powder flow control utilizes the Tai Chi cone to crack the contraction arch, fully utilizing the material weight as the driving force to achieve the unloading of the natural overall flow of cement storage; Simple and convenient implementation of closed-loop quantitative discharge control for non pneumatic and non dynamic overall flow; Thoroughly achieving safe, green, and intelligent advanced cement discharge control. This provides a new technological solution for cement depots to completely break free from traditional and outdated open-loop control, and to avoid periodic and complex dangerous cleaning work.




